整経機(ワーパー、warper)
ビームを装着し、ビームを回転させて経糸をビームに捲きつける機械のことを整経機(ワーパー(warper)、準備機、弊社名称WKM)といいます。
経編機に使用する経糸本数は、生地幅の筬枚数分の糸本数が必要ですが、原糸から直接この糸本数で使用することは非現実的です。よって筬毎の経糸をセクショナルビーム(以下ビーム)に巻くことが必要です。このビームに糸を巻く事を整経といい、この工程を準備工程といいます。
「経編生地の良否は、準備工程で決まる」といわれている様に準備工程は生地の品質に大きな影響を与えています。よって、同一筬のそれぞれのビームに巻かれる糸は、糸本数、糸張力、糸長、巻回数、巻き上がり外周が全て同一でなければなりません。
この条件を満たす為に糸の取り扱い、整経機及び付属機器の取り扱い、調整が重要です。
弊社では整経機の新規製作の他、整経機用各種ローラー製作、DCモータからインバータ制御への変更、毛羽発見器やカメラ式糸切れ発見器、整経周長コントローラーの取り付けといった改造もおこなっております。
トラブル要因を少しでも減らすことを目的に、構造を出来るだけシンプルにし、高品質で幅広い用途において長期にわたって使用できるように製作しております。
速度/張力制御 概要
速度制御
糸速設定値と、ガイドローラー表面速度が同じになるようにビームモータ回転速度を制御する。
張力制御(1本目マスタービーム整経)
フロントローラーの基本速度は、ガイドローラーと同速(追従)とし、張力設定により速度を加減する。
ビーム巻回転数(外周)の各ポイントで糸長をメモリーする。
外周制御(2本目以降スレーブ整経)
各ポイントでメモリーしたマスタービーム径と同じになるようにフロントローラーの速度を変更する。
参考画像
整経機

整経機本体部


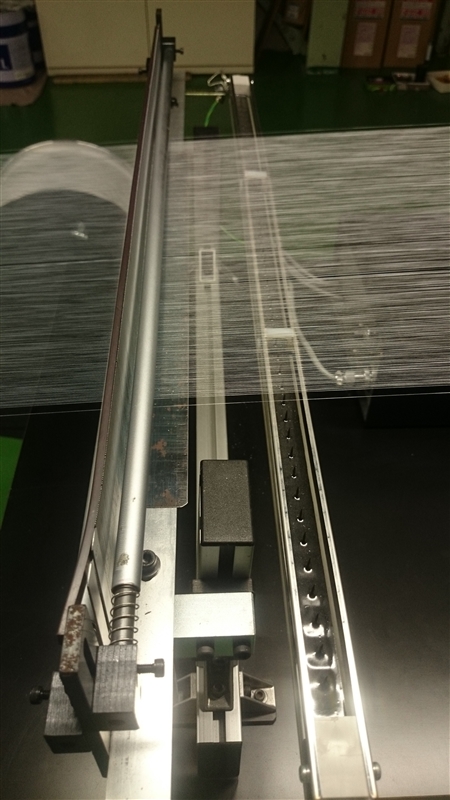
ガイドローラー
整経中にフロントローラーに装備されている張力調整装置(モータ、パウダーブレーキ)が作動することによりフロントローラーと経糸との間にスリップが生じ、スピード表示・糸長測定に誤差が生じるため主筬とビームとの間にフリーローラーを設置してフロントローラーの代わりにこれらの測定を正確に行います。このローラーをガイドローラーといいます。
静電気除去装置
原糸の特性として電気絶縁性の良いもの程、摩擦により発生した静電気が帯電し障害の原因となる。変圧器と放電バーの組み合わせで、変圧器により数千ボルトに電圧を上げ放電バーの針の先端より放電させ、イオン化により中和させて帯電体を少なくする方法。
(静電気による障害)
- 繊維相互が反発し糸束が乱れ、毛羽立ち・フィラメント割れが発生する
- 静電気により、ゴミや空気中の微粒子を吸着し原糸汚れの原因となる
- 整経中に原糸が撚り付きビームの捲き面に凹凸が発生する
カメラ式糸切れ発見器(弊社名称KCS)


編機が高速になればそれに伴い整経機も高速になり、確実な糸切れ検出装置がないと整経中の糸切れ時に大量の巻き戻し作業をおこなう必要があります。巻き戻し作業は張力ムラ・タルミ・糸吊・毛羽立ち等の不良原因を作り、編成の生産効率を低下させる可能性があるため好ましくありません。そのためこの装置の設置は不可欠です。
毛羽発見器(弊社名称FDS)
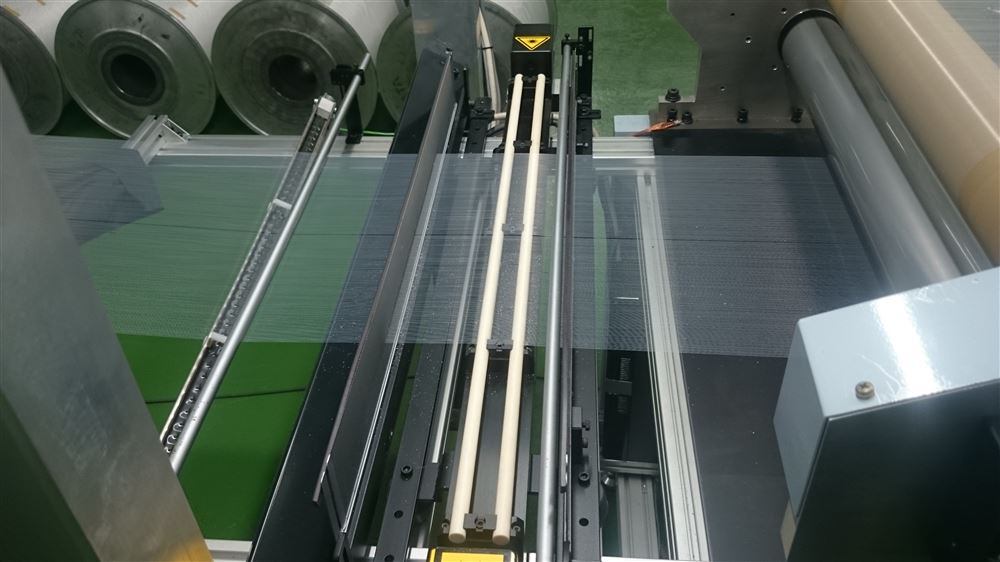
フロントローラーを通過した直後に設置。運転中に原糸の毛羽、フィラメント割れ、ノット(結目)、糸跳ねなどを発見し機械を自動的に停止させる装置。毛羽発見器にはレーザー光を使用しています。
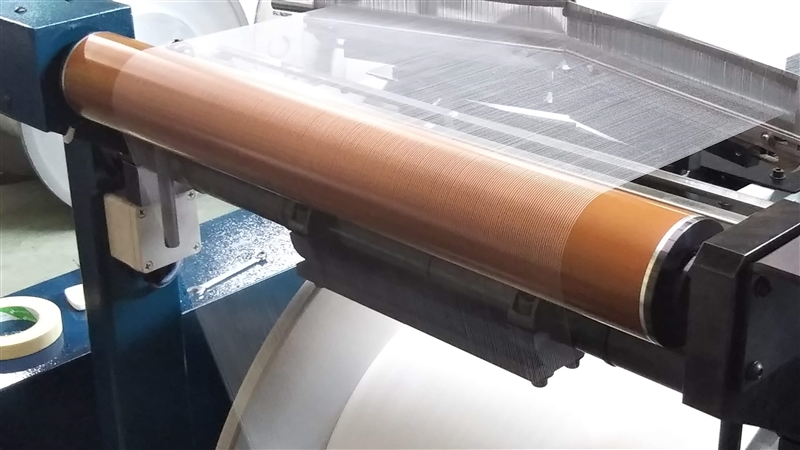
フロントローラー
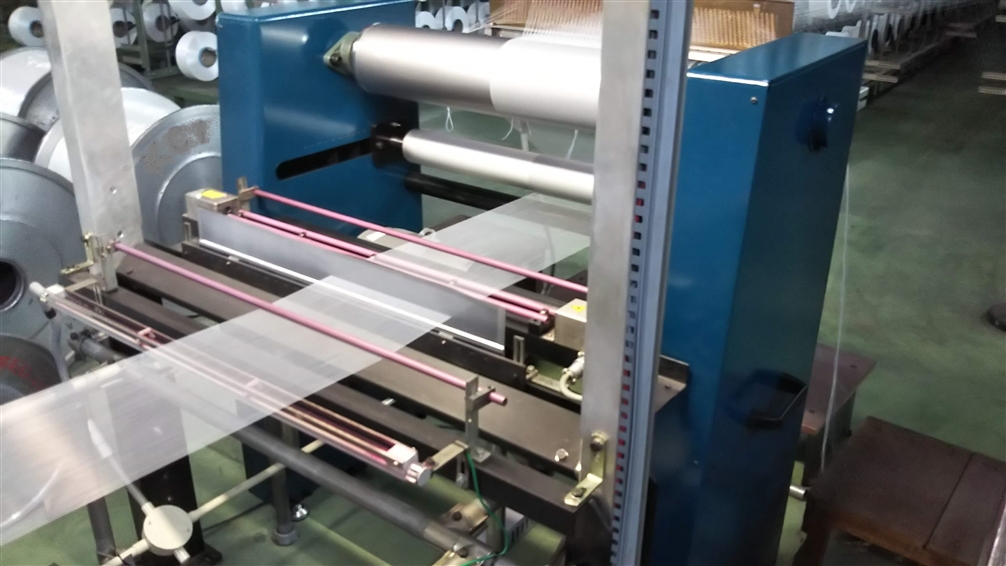

糸の張力を揃えビームの捲き形状を均一にし、凹凸を少なくする上下に並んでいるローラー。テンションコントール・スピードコントロールを行います。フロントローラーは、ガイドローラー速度に同期した速度で制御し、さらに設定張力、マスタービーム径に合わせるように速度を加減します。
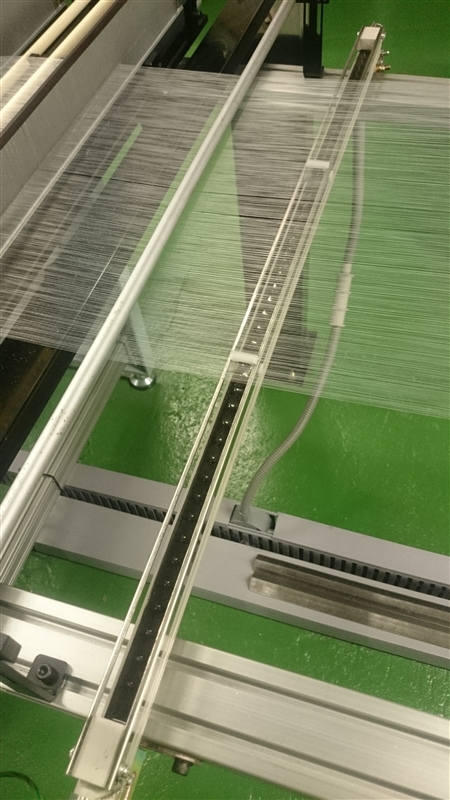
目板
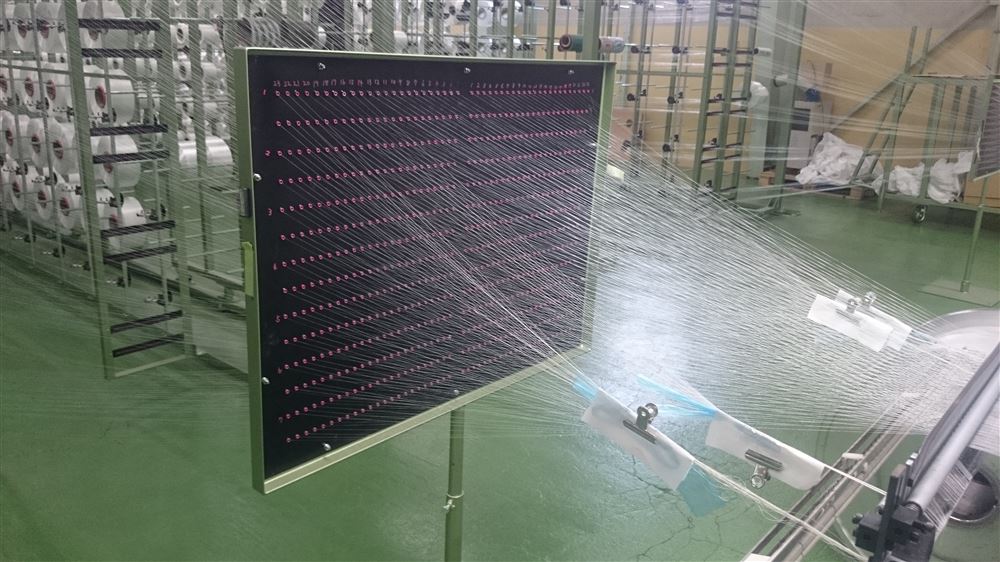
クリールよりフロントローラー前の第一筬に入るまでの間に、糸もつれ等による糸切れなどを防止するための装置。クリールの段数・列数と同じだけの穴数を有し、アイレットは耐摩耗性に優れたセラミック製を使用します。大きさは距離を考慮してできるだけ摩耗係数の少ない寸法にします。
クリール

クリールより引き出される糸の張力は、巻硬度・巻径によりばらばらであり、それを整経機で均一に整経することは困難です。均一に整経するためにはクリールより均一な張力で引き出さなければなりません。クリールの長さが長ければ最前列と最後尾では糸自体の重さにより張力が異なり、また高さを高くすると最高列と中間では摩擦抵抗の違いにより張力差が生じるため、張力のバラつきを少なくするため長さ・高さを考慮しなくてはなりません。
整経機改造例
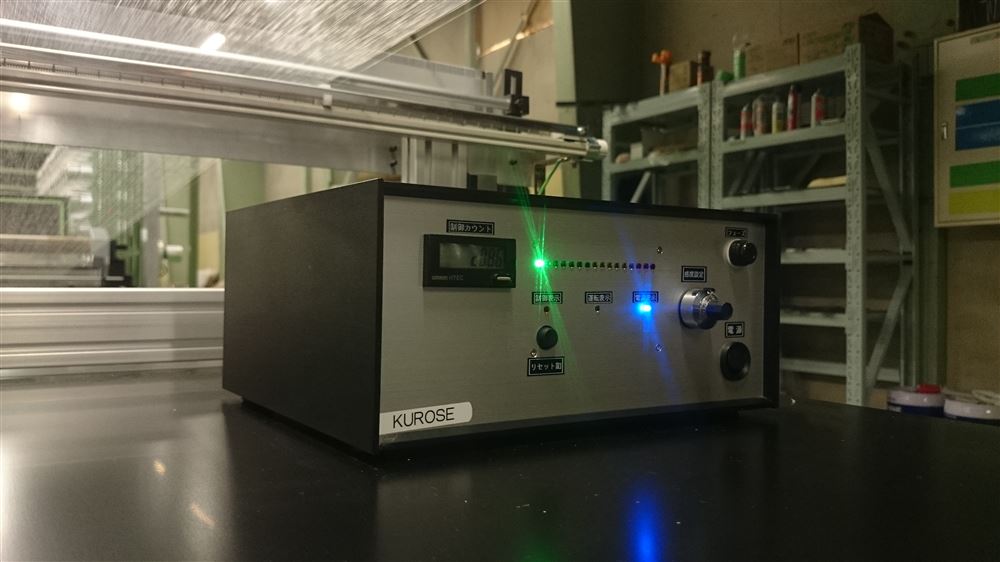
整経周長コントローラー(弊社名称KRC)

同一のセット内の各ビーム間の円周を同一にする装置。1個目の基準ビームで設定回転数ごとの糸長を記憶させ、2個目以降のビームに対してステップごとに捲かれる糸長が同一になるようコントロールすることにより円周が管理されます。
